-
Date12 Jun, 2022
-
CategoryIntelligent Manufacturing Solution with IIoT and ERP
A Customized IoT-based ERP System: Tailored for Electrical Manufacturing
This custom-designed ERP system leverages the power of the Internet of Things (IoT) to seamlessly connect various aspects of the electrical manufacturing process, fostering real-time data integration and operational efficiency.
Core Modules
1. Integrated Sales Order Registration
- Capture customer orders electronically, with automatic updates reflected in the system for production planning and inventory management.
- Streamline quoting and proposal generation based on pre-configured product catalogs and pricing structures.
- Integrate seamlessly with existing POS systems for real-time sales data and order updates.
2. Sample Request Management
- Manage sample requests electronically, capturing customer specifications and product details.
- Track sample production progress and associate costs with specific sample orders.
- Generate detailed reports on sample requests for improved decision-making.
3. Engineering Planning
- Leverage Master Bill of Materials (MBOM) to efficiently plan production for various product configurations.
- Generate accurate Bills of Quantities (BOQs) and BOMs based on specific customer orders and engineering modifications.
- Manage multi-level BOM structures with dynamic component variations to account for different product configurations.
4. Job Sheet Creation and Management
- Generate comprehensive job sheets automatically based on sales orders and BOMs.
- Assign tasks and materials to specific work centers and personnel for efficient production flow.
- Track job progress in real-time using data from connected machines and sensors on the shop floor.
5. Label Printing and Factory Certification
- Print customized labels with product details, serial numbers, and compliance certifications directly from the system.
- Manage factory certifications and quality control processes electronically, ensuring traceability and regulatory compliance.
6. Purchase Planning and Management
- Generate automatic purchase requisitions based on BOMs and inventory levels.
- Manage supplier lists with performance ratings and contract details for informed purchasing decisions.
- Streamline the purchasing process with digital approvals workflows and vendor communication tools.
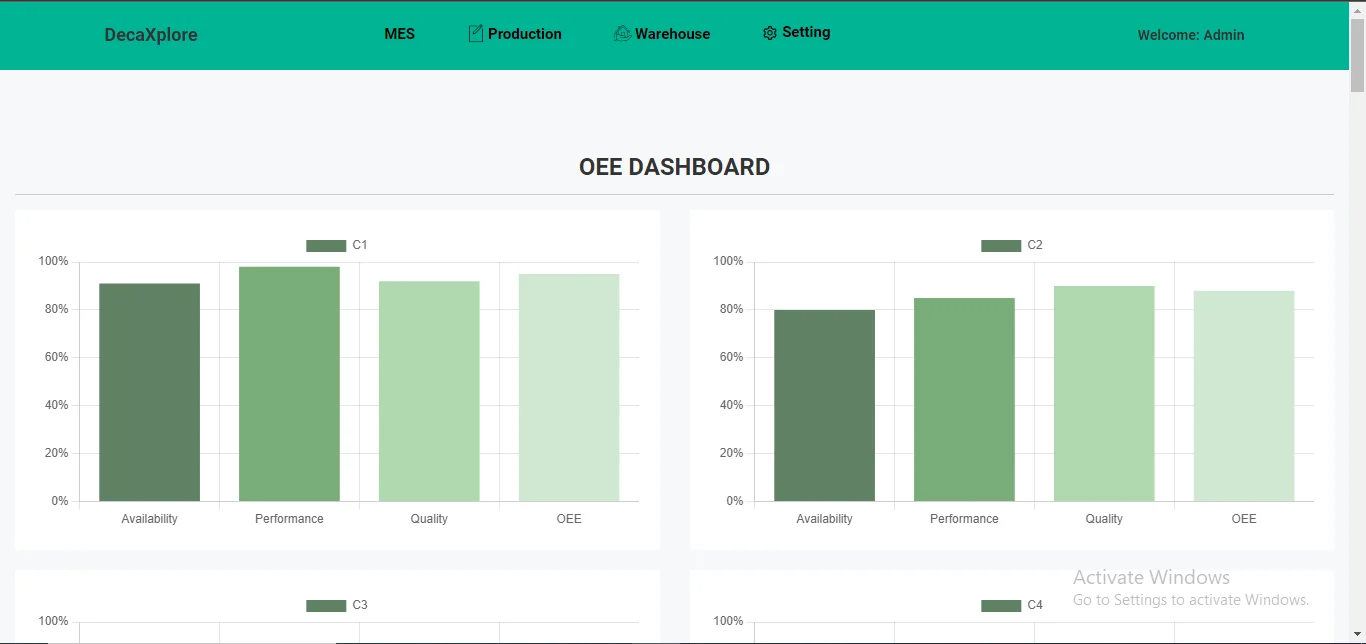
7. Production Shop Floor Management
- Integrate with IoT sensors and machines on the shop floor for real-time production data collection.
- Monitor machine performance, identify potential bottlenecks, and optimize production scheduling based on real-time data.
- Track work-in-progress (WIP) levels and resource utilization for better production control.
8. Warehouse Management
- Manage inventory levels effectively with real-time stock visibility and automated replenishment functions.
- Track material movements and consumption accurately through barcoding or RFID technology integration.
- Optimize warehouse layout and picking strategies for enhanced efficiency.
9. In-depth Module Functionalities
- Dynamic Excel Import Sheet Module: Integrate dynamic Excel import sheets for flexible data entry and manipulation of product data, BOMs, and other relevant information. This caters to users accustomed to working with Excel and facilitates seamless migration of existing data into the system.
Integrating these various modules and functionalities into our ERP system offers significant benefits, streamlining operations and enhancing efficiency across multiple departments. The modules include Integrated Sales Order Registration, Sample Request Management, Engineering Planning, Job Sheet Creation and Management, Label Printing and Factory Certification, Purchase Planning and Management, Production Shop Floor Management, Warehouse Management, and In-depth Module Functionalities. By leveraging IoT sensors, dynamic Excel import sheets, and real-time data collection, the system improves production planning, inventory management, and decision-making processes. This holistic approach ensures accurate data entry, automated updates, and seamless integration of existing data, ultimately leading to better resource utilization, optimized workflows, and enhanced traceability and regulatory compliance. These improvements contribute to a more agile, responsive, and efficient manufacturing environment, reducing bottlenecks and ensuring smoother operations.